Email: info@karssenmetal.com Tel: +86 18147353336
![]()
![]()
![]()
![]()
![]()
Email: info@karssenmetal.com Tel: +86 18147353336
![]()
![]()
![]()
![]()
![]()
With the development of the times, the industries require carbon materials to have a more uniform fine particle structure and more stable properties. In this context, the industry pioneers of artificial graphite have developed isotropic graphite. This graphite material is formed by cold isostatic pressing (CIP), then sintered and graphitized at high temperature, and has fine particle size and isotropic structure and properties. Today, isotropic graphite has been widely used in many industries, such as the heat treatment industry for rapid quenching, the rapidly developing semiconductor industry, the environment-friendly new energy industry, the mold industry that requires high precision, and the atomic energy industry that requires extremely high reliability. In recent years, a new application of high-end isostatic graphite has been added - molds for making hot-bent 3D curved glass.
In recent years, 3D curved glass has entered a stage of rapid development. The curved screen is more in line with the usage habits of consumers. The appearance and feel of the curved screen are softer, and more edge virtual shortcut buttons and reminder functions can be added. At present, curved displays are also used in wearable devices. As a fashion, curved displays are expected to be used more widely in the future.
Curved glass means that the whole piece of glass is not on the same plane,there are usually arc-shaped, J-shaped, V-shaped, hyperboloid curved, S-shaped, etc. At present, the shape types of curved glass for mobile phones is relatively less, and there are two common types: double arc and single arc. The glass composition is determined according to its performance requirements, and there are usually three types: the first is alkali aluminosilicate composition; the second is borosilicate composition; the third is soda lime glass composition.

1. Advantages of graphite molds
The materials used to make hot-bending glass molds in mainstream molding equipment now need to have good thermal stability, wear resistance, corrosion resistance, self-lubrication, thermal conductivity, and thermal expansion coefficients similar to those of hot-bending glass. Good thermal stability can ensure that the mold does not produce obvious deformation during repeated high and low temperature use. Wear resistance and corrosion resistance are beneficial to reduce defects such as fine peeling and pits on the surface of the mold. The self-lubricating property prevents the glass from sticking to the mold during hot bending and demolding. Good thermal conductivity is conducive to the rapid and uniform heating of glass, thereby shortening the bending process time and improving production efficiency, and uniform heating is conducive to avoiding the occurrence of glass bending defects.
In addition, the material should have good machinability, economical efficiency and sustainable supply to obtain better cost performance and ensure timely supply in mass production. From the research and development stage of hot bending equipment to the present, high-end isostatic graphite is considered to be the most suitable material for hot bending molds. Compared with stainless steel, ceramics, tungsten steel and other materials, graphite has the best evaluation of properties.
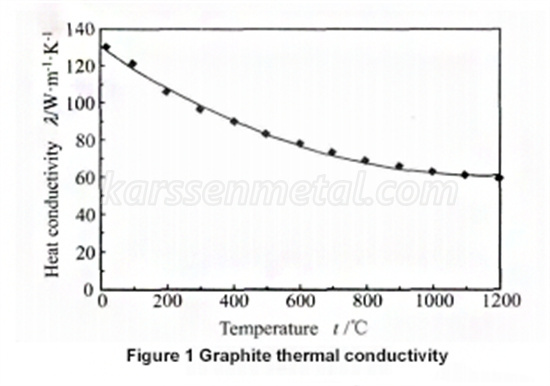
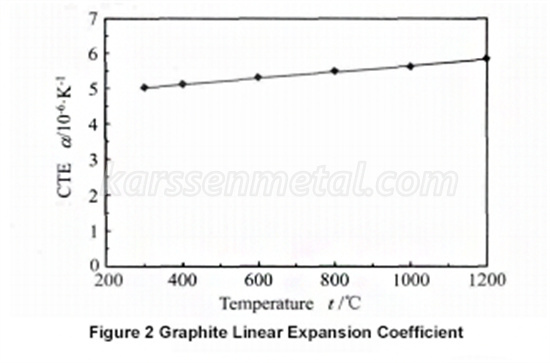
Isostatic graphite, generally the graphitization temperature reaches about 3000 ℃, its thermal stability has been verified for a long time in the application of high temperature vacuum furnace, for example, it is widely used in heat treatment gas quenching furnace as heater, tooling fixture, etc., sometimes the cooling rate reaches 60~70 ℃/s, and there is no obvious deformation, cracking and other defects in repeated use. High-end graphite’s shore hardness can reach above 75, with good wear resistance. Graphite does not react with most acids and alkalis, and has excellent corrosion resistance and self-lubricating properties. Graphite has good thermal conductivity, and its linear expansion coefficient is close to that of glass (the average linear expansion coefficient of glass for this purpose is generally (6.5~7.5)×10-6/K from room temperature to 700℃). For specific data, please refer to Figure 1, figure 2.
2. Graphite mold type
Common graphite molds for making 3D hot-bending glass include two-mold, three-mold, multi-mold, and multi-mode with glass bead designs. Generally, single-arc curved glass adopts two-mold or three-mold design, and double-arc or more complex curved glass adopts multi-mold or multi-mold design with glass beads.
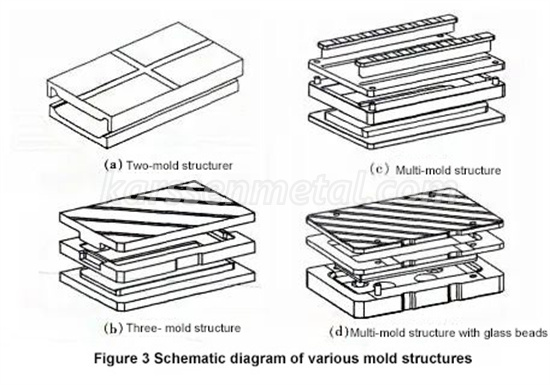
Figure 3(a) is an example of the two mold design. The graphite die is mainly divided into two parts: the upper mold and the lower mold. Generally, a step design needs to be added to the edges of the upper and lower mold for positioning, additional positioning pins are required for individual designs. This design is simple in processing and loading, and saves graphite materials, but the molding cavity is relatively open, which has adverse effects on the life of the mold, the control of foreign particles outside the molding cavity, and the precise positioning. It is suitable for hot bending of simple single curved curved glass.
Figure 3(b) is an example of the three-mold design. The graphite mold is mainly divided into three parts: the upper mold, the middle frame, and the lower mold. Generally, steps or pins need to be designed between the three parts. Compared with the two-mode design, more graphite material is used, longer processing time is needed , but it is not easy touching the sheet (glass sheet), sliding sheet, damaging the molding surface of the mold. It has good performance in improving life of the mold, the controlling of foreign particles outside the molding cavity, and the precise positioning, generally used for hot bending of single arc curved glass.
Figure 3(c) is an example of a multi-mold design. The graphite mold is relatively complex. The main components generally include a lower mold, a middle frame, an upper mold, a positioning pin, a special molding tablet, and a special auxiliary positioning block. Compared with the two-mold and three-mold design, more graphite material is used, longer processing time is required , and more complicated is the assembly and disassembly of the mold . It mainly corresponds to the hot bending of some more complex or high-demand single-arc or double-arc curved glass. Generally, it can improve the hot bending defects which are difficult to be solved by simple molds.
Figure 3(d) is an example of a multi-mold design with glass beads. The graphite mold is relatively complex, and the main components generally include a lower mold, a middle frame, an upper mold, positioning pins, glass beads, and special auxiliary positioning blocks. The biggest difference from the multi-mold design is that a hole for glass beads is added to the lower mold position, and an appropriate number of glass beads of appropriate size need to be put in each time before hot bending (4~12 pcs glass beads with 9mm diameter are generally placed in the molds during hot bending of mobile phone glass), the deformed glass beads need to be taken out after hot bending. Generally, compared with the multi-mold, this mold design are with higher cost, which mainly corresponds to the hot bending of double arc and other complex curved glass.
3 Designing methods
3.1 Shallow groove design on the back
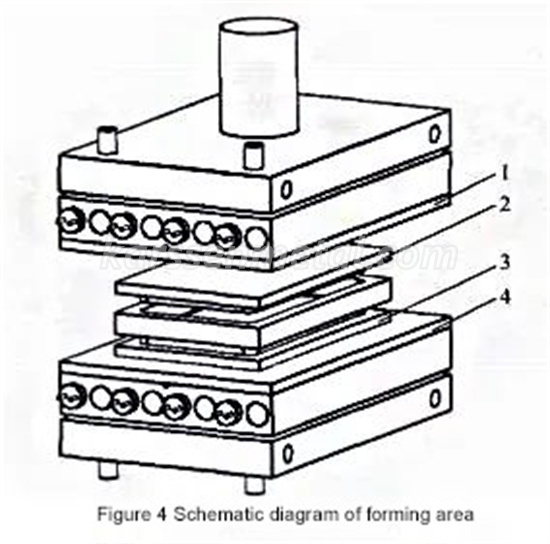
Opening an appropriate number of shallow grooves on the back (non-forming surface) of the graphite mold can effectively reduce the overall low-pressure area and avoid adsorption. At this stage, most of the hot bending equipment on the market use heat-resistant alloy plates (1 and 4 in Figure 4) to contact the back of the graphite mold (2 and 3 in Figure 4) to heat, pressurize, and cool the graphite mold. In order to control the heating, pressing uniformity and heating speed as much as possible, the flatness of the contact surface between the alloy plate and the graphite mold needs to be precisely controlled, generally below 0.05mm. For the same reason, the backside of the graphite mold needs to be controlled in the same way. Therefore, in general process the contact surfaces between the mold and the alloy plate fit each other very well. However, after the first few preheating, heating, pressure treatment and annealing and cooling to room temperature, at a faster cooling rate, the two large surfaces are easy to form more local low-pressure surfaces and produce adsorption effect, which affects the normal operation of the mold.
3.2 Design of positioning gap
When designing the positioning size of the graphite mold, it is necessary to calculate the expansion volume according to the expansion coefficient of the glass material and the graphite material, and the thermal bending temperature, and to leave a suitable gap in advance. The first one is to avoid excessive thermal stress and deformation caused by high temperature expansion; The second is to prevent the CNC flat glass from sliding too much inside the mold, which will cause defects such as molding deflection and scratches during the hot pressing process.
The formula for calculating the difference in expansion volume:
ΔL=(αl1-αl2)×L×(T-T0)(1)
ΔL is expansion difference in formula (1); αl1 is the average linear expansion coefficient of glass from room temperature to hot bending temperature; αl2 is the average linear expansion coefficient of graphite from room temperature to hot bending temperature; L is the normal temperature value of the size to be calculated; T is The temperature of the hot bending process; T0 is the initial temperature. When the shape is complex, the expansion method is more complicated. It is recommended to use software for finite element analysis to intuitively understand the expansion of each position.
3.3 Formulation of CNC dimensions for flat glass
The thickness of the common glass to be bent is uniform everywhere. In the design, it is the first step to try pressing according to the extension size of the curved glass product, and secondly fine-tune the graphite mold according to the size distribution of multiple bending products and bending experience to obtain the best results of CNC dimensions.

3.4 Setting of vent holes
At present, the yield rate of 3D hot-bending glass has always been a headache for most manufacturers. An important factor affecting the yield rate is pitting. There are three recognized reasons for pitting:
First, the graphite mold material does not meet the requirements of hot bending, the particle size (generally required to be 4 μm and below) is too large, and there are obvious pores visible to the naked eye. After the glass is softened, it is easy to cause bumps at the large particles and pores;
Second, due to the raw material, processing, use environment and other reasons, the graphite loses a lot of powder, and the powder particles are mixed in the molding surface to cause glass concave and convex points;
The third is that gas escapes from glass and graphite at high temperature during hot bending, and the discharge is not smooth, causing obvious bumps in the position where the amount of escape is large.
The three reasons all need to be carefully controlled in the process of graphite material selection, processing and storage, and use. The third point can be improved in the mold design, that is, adding a specific vent hole or vent groove design. The design of the exhaust groove has two principles: to ensure the smooth circulation of the molding chamber and the outside air, and to minimize the entry of large foreign particles into the molding chamber.
4. Outlook
The industry predicts that the application of graphite in 3D curved glass for mobile phones, automobiles and wearable devices will enter an explosive period in the next few years. At present, all parties in the industry chain are actively researching, developing and improving; Suppliers of graphite molds are constantly exploring and innovating. We believe that practitioners will bring more surprises.
In the smelting process of non-ferrous metals su
Isostatic graphite blocks are an important graph
Graphite rotor belongs to graphite material, whi
Contact: Bateer
Phone: +86 18147353336
Tel: +86 18147353336
Email: info@karssenmetal.com
Add: Room D204-2203, Innovation Building, Baotou Light Industry Vocational Technical College, 19 Jianhua Road, Qingshan District, Baotou City, Inner Mongolia, China.